
Có phải bạn muốn tự mình hàn những vật dụng inox trong nhà mà không cần phải gọi thợ đến sửa chữa phải không? Bài viết dưới đây sẽ hướng dẫn các bạn cách hàn inox chi tiết nhất để bạn có thể nắm roc được quy trình hàn inox. Đặc biệt, chúng tôi sẽ cho các bạn thấy được những mẹo cũng như thủ thuật để hàn, tránh xảy ra tình trạng hư hỏng hoặc tai nạn không đáng có.
Tìm Hiểu Nguyên Nhân Khiến Mối Hàn Inox Thường Bị Đen

Trên thực tế cho thấy, khi hàn inox mỏng bằng máy hàn Tig nếu như hàn không đúng kỹ thuật thì có rất nhiều người gặp phải tình trạng gặp mối hàn bị đen, khó xử lý lại và có lỗ chân kim. Sau đây chúng tôi sẽ đưa ra cho bạn một vài nguyên nhân khiến cho mối hàn bị đen như vậy đó là do:
-
Khi bảo vệ ra ít sẽ không thể đủ để có thể thổi phồng cho mối hàn bóng được, từ đó dẫn đến tình trạng đen mối hàn. Chính vì vậy, bạn cần chỉnh khí cho lượng ra sao cho vừa đủ.
-
Kim hàn tù, kim hàn chưa được mài nhọn. Kim hàn cần phải được mài nhọn nhất có thể, nếu như để từ thì sẽ dẫn đến tình trạng không tập trung nhiệt vào một điểm, điều này dẫn đến tình trạng mối hàn bị đen và có rỗ khí.
-
Tư thế hàn lúc này chưa đúng chuẩn cũng bị đen.
Cần Chuẩn Bị Đồ Bảo Hộ Gì Trước Khi Hàn Inox

Khi thực hiện quy trình hàn inox hoặc bất cứ hoạt động cơ khí nào thì điều đầu tiên mà bạn cần chuẩn bị lúc này chính là đồ bảo hộ lao động. Lý do bởi tính chất hàn thì ánh sáng sẽ cực kỳ mạnh. Đồng thời trong quá trình hàn thì vụn hàn lúc này có thể bắn tóe, ảnh hưởng trực tiếp đến sức khỏe của đôi mắt. Chính vì vậy, nếu như bạn cần chuẩn bị cho mình kính bảo vệ nhé! Bạn hãy lựa chọn mua loại kính thông thường hoặc kính chuyên dụng tùy thuộc vào điều kiện tài chính của mình.
Đồ bảo hộ cũng chính là một trong những yếu tố không thể thiếu. Bạn có thể lựa chọn bộ quần áo dài tay để hạn chế những tia hàn bắn gây tình trạng bỏng tay. Hãy kiểm tra máy hàn trước khi sử dụng, mục đích để có thể đảm bảo quá trình thực hiện được diễn ra liên tục, mặt khác để đảm bảo được an toàn khi vận hành máy.
Hàn Inox Có Khó Không? Cách Hàn Inox Đúng Cách Tại Nhà

Có rất nhiều các thiết bị máy hàn để có thể hỗ trợ hàn inox đúng cách, tuy nhiên chúng tôi sẽ hướng dẫn bạn những cách hàn bằng những máy hàn được sử dụng phổ biến ngày nay.
Hàn inox bằng máy hàn Mig
Hàn Mig chính là phương pháp hàn bán tự động, phương pháp này có khả năng cho phép nối lại hai miếng inox được dính với nhau bằng phương pháp sử dụng nhiệt hồ quang giữa dây điện cực rắn cấp liên tục từ một bộ cấp dây nhất định.
Hàn Mig thông thường lúc này sẽ sử dụng những hỗn hợp khí trộn điển hình như Ar + heli, Ar + CO2. Tỉ lệ này có khả năng điều chỉnh được vào những trường hợp linh hoạt, đồng thời là tác dụng của khí trộn đó là ổn định hồ quang, từ đó để có thể cải thiện được chất lượng mối hàn.
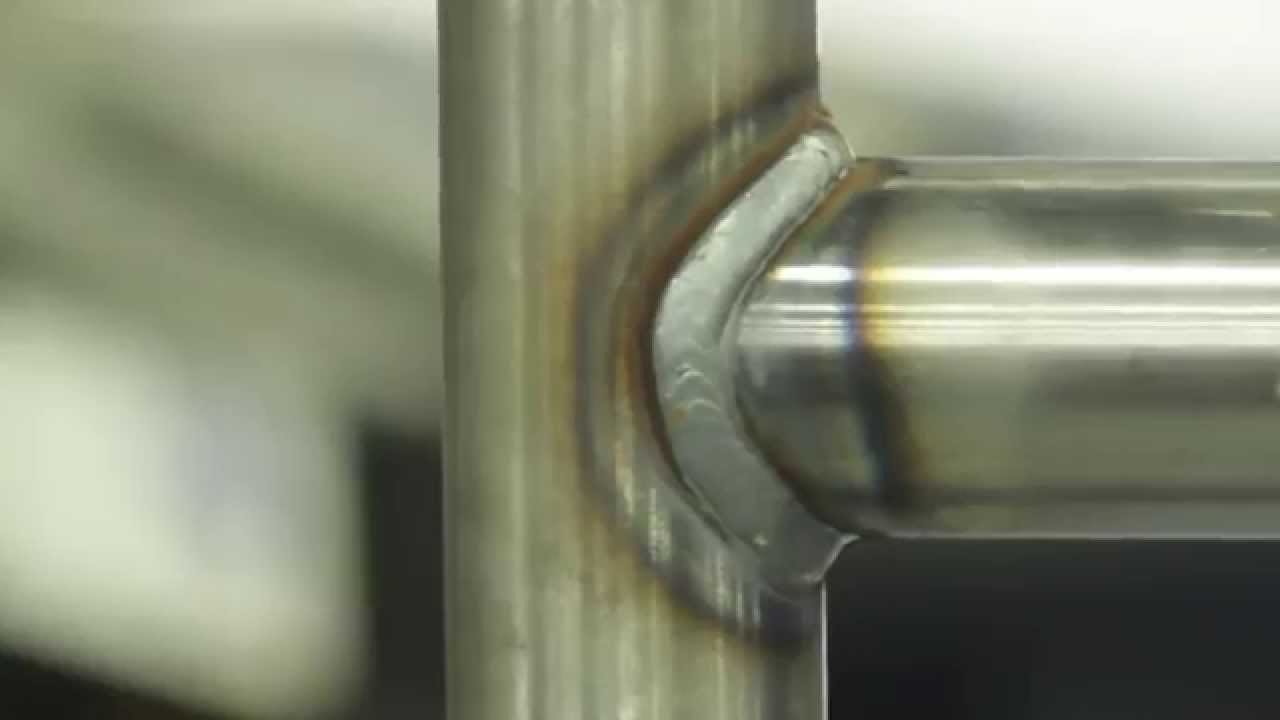
Hàn inox bằng máy hàn Tig

Đây là một phương pháp được người sử dụng đánh giá cao và dùng phổ biến. Hàn Tig để có thể hàn được những vật liệu inox dày và mỏng khác nhau. Phương pháp hàn Tig lúc này còn được gọi với tên gọi chính là hàn hồ quang điện cực không nóng chảy. Ưu điểm tuyệt vời của phương pháp này chính là không tạo ra xỉ do không có thuốc hàn được sử dụng.
Khí sử dụng cho máy hàn Tig phổ biến ngày nay chính là khí trộn, Ar cùng với một số loại khí điển hình như Heli, Nito,… Mối hàn inox được sử dụng hàn Tig cho mối hàn sáng bóng và cực kỳ đẹp.
Hàn inox bằng máy hàn que
Khi sử dụng máy hàn que để có thể hàn inox thì lúc này bạn hãy điều chỉnh dòng hàn này ở mức từ 65V đến 68V. Bạn hãy đặt que hàn bù vào vật liệu rồi bấm nhả cò súng hàn, mục đích để tránh thủng phôi hàn vì tập trung quá nhiều nhiệt.
Hướng Dẫn Cách Đánh Bóng Mối Hàn Inox Đơn Giản

Để sở hữu một mối hàn Inox thật đẹp thì bạn hãy thực hiện đánh bóng mối hàn theo những cách sau đây:
Đánh bóng mối hàn inox bằng máy
Máy đánh bóng mối hàn ở đây thực chất tương tự như máy cắt gạch nhưng nó được thiết kế với bánh xoay chính là giấy giáp mịn để có thể đánh bóng mối hàn. Đối với đánh bóng bằng máy thì rất đơn giản và cho ra được hiệu quả tốt nhất, tiết kiệm được thời gian nhiều nhất.
Các cỡ hạt ma sát cực kỳ nhiều để có thể đánh bóng sao cho phù hợp với từng loại mối hàn inox điển hình đó là:
Cỡ hạt 36
Cỡ hạt 36 sử dụng để có thể xóa đi các vết hàn trên bề mặt inox cùng với các mối hàn thô đã được tạo ra bởi quá trình hàn que và hàn Mig.
Cỡ hạt 60
Cỡ hạt 60 sử dụng để xóa các mối hàn có độ nhấp nhô thấp được tạo ra bởi hàn Tig hoặc để có thể xóa đi sự sần sùi của mối hàn sau khi đã mài với cỡ hạt 36.
Cỡ hạt 80/120
Ở cỡ hạt này chính là cơ sở cho việc đánh bóng gương bằng phớt đánh bóng hoặc có thể là máy đánh bóng rung 3 chiều. Nếu như muốn tạo ra bề mặt bóng gương thì chúng ta không thể bỏ qua công đoạn đánh bóng bằng cỡ hạt này.
Cỡ hạt 180/240
Đây chính là cỡ hạt phù hợp với bước cuối cùng của quá trình đánh sọc cho inox. Khi gia công đánh bóng gương inox thì cỡ hạt này sẽ được coi là bước tiền đề không thể bỏ qua.
Cỡ hạt 360/400
Đối với cỡ hạt này thì sẽ tạo ra được bề mặt sáng bóng tương tự như gương.
Đánh bóng mối hàn inox bằng phớt vải

Nếu như không có máy đánh bóng để đánh bóng mối hàn inox hoặc để có thể tiết kiệm hơn thì bạn có thể đánh bóng mối hàn bằng phớt vải. Kết hợp với đó chính là kem hoặc bột đánh bóng chuyên dụng nhé! Bạn có thể dễ dàng tìm thấy được những vật dụng này ở những cửa hàng bán đồ kim loại hoặc cũng có thể là mua hàng thông qua mạng.
Đánh bóng mối hàn inox bằng hóa chất
Hóa chất được sử dụng để có thể đánh bóng mối hàn thông thường ở đây sẽ ở dạng gel. Cũng có thể là ở dạng lỏng. Bạn có thể thực hiện bôi hóa chất lên mối hàn, hóa chất này sẽ tạo ra một phản ứng hóa học chỉ sau 3-15 phút, các sỉ đen lúc này có thể bị ăn mòn để lại mối hàn cực kỳ sáng bóng.
Mẹo Hàn Inox Không Bị Đen

Chắn hẳn mẹo hàn inox không bị đen chính là nội dung mà rất nhiều các thợ hàn quan tâm đến phải không? Sau đây, chúng tôi sẽ chia sẻ cho bạn những lưu ý và mẹo hàn inox không bị đen để bạn tích lũy thêm kinh nghiệm trong việc hàn inox nhé!
Chỉnh khí bảo vệ
Khí bảo vệ cho mối hàn Tig không bị đen chính là Argon, đặc biệt chính là khi hàn inox loại mỏng. Tuy nhiên thì khi hàn inox loại dày và lớn thì bạn nên sử dụng hỗn hợp chính là 25% Argon kết hợp cùng 75% Heli. Dòng khí này sẽ có nhiệm vụ bảo vệ mối hàn dày và tốt hơn, từ đó giúp tăng nhiệt lượng hồ quang và cải thiện được chiều sâu thấu.

Lưu ý rằng, tùy theo đội dày và mỏng của inox mà bạn sẽ điều chỉnh lưu lượng khí ra sao cho phù hợp. Bạn cần điều chỉnh sao cho không quá ít cũng không quá nhiều. Nếu như quá nhiều sẽ gây ra dư khí, tốn kém còn nếu như quá ít thì mối hàn lúc này sẽ không đảm bảo. Bạn cũng có thể thử nghiệm trước để có thể đánh giá lượng khí bao nhiêu là phù hợp so với độ dày inox cần phải hàn.
Theo như kinh nghiệm của những người thợ hàn Tig lành nghề thì họ sẽ thường điều chỉnh khí bằng cách vặn van khoảng 1 nửa vòng. Lúc này con bi sẽ nhảy lên ở mức 5.
Mài kìm hàn thật nhọn

Trong quá trình hàn Tig inox thì nếu như thấy có hiện tượng mối hàn bị đen đi, lỗ chân kim thì bạn hãy kiểm tra đầu kìm hàn nhé! Nếu bị tù thì cần tiến hành mài cho thật nhọn. Khi sử dụng mũi kìm hàn nhọn để có thể hàn sẽ không có những hiện tượng bên trên. Kìm hàn lúc này nên lòi ra khỏi súng hàn khoảng 3-5mm.
Chúng ta có thể sử dụng máy mài 2 đá để có thể mài nhọn kìm hàn nhé! Máy mài sẽ giúp bạn tiết kiệm được thời gian mà lại đưa ra hiệu quả cao như ý muốn.
Điều chỉnh dòng hàn đạt tiêu chuẩn

Đây cũng được xem là yếu tố cực kỳ quan trọng khi hàn Tig inox để có thể đảm bảo được mối hàn không gặp tình trạng đen và có tính thẩm mỹ cao hơn. Đối với vật hàn dày mà chỉnh dòng hàn nhỏ quá thì lúc này mối hàn sẽ không ăn chắc, hàn inox mỏng mà chỉnh dòng hàn quá lớn thì sẽ dẫn đến cháy mối hàn.
Tùy vào từng loại máy hàn, kim hàn cùng với độ dày vật hàn mà bạn sẽ điều chỉnh dòng hàn khác nhau. Trên vỏ bao bì thì nhà sản xuất kim hàn saex có bảng tham khảo về những cách điều chỉnh dòng hàn, đồng thời là cho từng đường kính kim hàn cụ thể để bạn có thể tham khảo.

Tuy nhiên thì như chúng tôi đã đề cập, việc điều chỉnh dòng hàn chính xác lúc này còn phụ thuộc vào loại máy hàn mà bạn đang sử dụng. Chính vì vậy, chỉnh dòng hàn sẽ phù hợp nhất khi bạn tự thực nghiệm, đánh giá. Từ đó để có được kinh nghiệm nhất định trong việc điều chỉnh dòng hàn cho bề dày của mỗi inox.
Tuy nhiên bạn cùng có thể tham khảo như sau để đưa ra được cách điều chỉnh phù hợp. Dưới đây là chia sẻ về những kim hàn cùng với điều chỉnh dòng hàn là bao nhiêu cho phù hợp để có một mối hàn đẹp nhất.

-
Kim hàn 0.5 ly, nên điều chỉnh dòng hàn ~30A.
-
Kim hàn 1 ly, nên điều chỉnh dòng hàn ~100A.
-
Kim hàn 1.5 ly, nên điều chỉnh dòng hàn ~120A.
-
Kim hàn 2 ly, nên điều chỉnh dòng hàn ~150A.
Qua bài viết chia sẻ về cách hàn inox tại nhà này hy vọng bạn đã tích lũy được những phương pháp và mẹo hàn inox. Chúng ta có thể thấy hàn inox không khó nếu như bạn tập trung và có được các mẹo hàn như trên.


